1 前言
阴极电泳涂料是一种代表涂料发展方向且被涂装界公认为发展最快的环保型涂料。它最初用于汽车车身的底层涂装,现逐渐在家电、家具、轻工、五金等行业推广[1]。目前,超过95%的汽车车身采用阴极电泳涂料作为底漆,建材、轻工、家电和小五金等工业领域的防护都以阴极电泳涂料涂装为发展方向,且在蓬勃发展中[2]中国机械网okmao.com。
磨损是致使材料破坏、失效的形式之一。据我国冶金矿山农机、煤炭、电力和建材5 个工业部门不完全统计,每年由于磨损而需要补充的配件就达l06 t,价值l5 ~ 20 亿元。而使用耐磨防腐蚀涂料,可方便、快捷、有效地减轻材料的磨损[3]。
因此,减小摩擦和磨损已成为节约能源、原材料和维修费用的主要措施。同时,也是提高产品质量、精度保持性,延长使用寿命和提高可靠性的主要措施。人们对阴极电泳涂料的研究集中于如何提高它的防腐蚀性、耐候性、装饰性和泳透率,降低固化温度、减少设备腐蚀等方面。
本文将阴极电泳涂装应用于相关摩擦副上,以减少摩擦磨损,开发出减摩耐磨环保型阴极电泳涂料,使阴极电泳涂料在机械制造领域的应用范围进一步扩展。
2 实验
2. 1 固化催化剂浆料的制备
将4.7 g 特种分散树脂(ED-512 树脂,科富公司产品)、3.1 g 去离子水和2.6 g 乙二醇丁醚投入容器中搅拌均匀,再加入3.6 g 催化剂浆料,高速分散,在砂磨机中研磨至细度小于15 μm,过滤包装待用。
2. 2 阴极电泳涂料制作
2. 2. 1 乳液制备
将树脂ED-506、ED-507、ED-508 和ED-509(均为科富公司产品)和助溶剂、乙酸、乳化剂依次加入反应釜中,搅拌混合均匀,温度控制在40 °C 以下。再缓慢加入盛有去离子水和酸的反应釜中,高速乳化1 h,乳化温度控制在30 °C 以下。升高温度至40 ~ 60 °C,对乳液抽提,提取乳液中的溶剂,再加入PTFE 乳液,低速搅拌,用过滤器过滤包装。乳液指标控制为:固体含量35% ± 2%,粒径≤0.20 μm,pH = 7.0 ± 0.5,其配方如下:
树脂(科富公司产品) 41.07 g
固化剂(科富公司产品) 3.68 g
聚醚(国产) 0.39 g
溶剂(国产) 0.67 g
乙酸(国产) 2.84 g
去离子水 51.09 g
表面活性剂(国产) 0.28 g
PTFE 乳液(国产) 0 ~ 40.00 g
2. 2. 2 色浆制作
将计量的分散树脂、溶剂、乙酸和去离子水依次加入分散容器中,搅拌,使混合均匀。加入颜料、耐摩擦材料和催化剂浆料,高速分散至看不见碳黑干粉后,用砂磨机研磨至细度合格,最后调整其固体分至指标范围内。色浆控制指标为固体含量55% ± 3%,细度≤15 μm,pH = 6.5 ± 0.5,其配方如下:
分散树脂(科富公司产品) 22.00 g
溶剂(国产) 1.57 g
乙酸(国产) 4.60 g
去离子水 31.18 g
聚醚树脂(国产) 0.50 g
表面活性剂(国产) 0.56 g
钛白粉(国产) 19.80 g
防锈颜料(国产) 8.89 g
耐摩擦材料(国产) 0 ~ 20.00 g
碳黑(国产) 1.00 g
催化剂浆料(科富公司产品) 9.90 g
2. 3 性能测试
用色浆、乳液、中和剂和去离子水配槽,依据科富公司企业标准Q/KFKJ 1–2006《阴极电泳涂料》和国家机械行业标准JB/T 10242–2001《阴极电泳涂装通用技术规范》,检测电泳槽液和电泳涂膜参数。
按GB/T 1768–1989《漆膜耐磨性测定法》测试涂膜的耐磨性能:手工裁剪直径为100 mm、厚度为1 mm的圆形铝板,并在圆心处钻一个直径8 mm 的孔,将圆形铝板的边缘和圆孔处用砂纸打磨平整,试板依次经过脱脂、钝化、水洗、电泳涂装、水洗和烘烤后,进行耐磨性测试。
用4XC-NS 型金相显微镜(上海光学仪器五厂有限公司)观察涂膜的表面形貌。
3 结果与讨论
3. 1 耐磨填料的影响
在涂料中添加不同的耐磨填料(均为国产产品),与未加耐磨材料的涂料比较,测试了漆膜的耐磨性能,结果见表1。从表1 可知,耐磨材料的加入使涂膜的耐磨性能大大提高,尤其是耐磨材料2 和3。但材料3的分散性能差,很难达到涂料要求的细度,从而导致涂膜外观粗糙。因此,选择材料2 为耐磨填料。
3. 2 分散树脂的影响
在色浆中引入耐磨填料以后,影响了涂料的分散性,使槽液的稳定性下降。因此,笔者开发了专用的季铵盐型颜料分散树脂。这种分散树脂碱性强,电荷稳定,离解平衡受pH 的影响很小,提高了颜料在槽液中的稳定性,使涂料引入减摩耐磨填料后,不影响其贮存稳定性和施工性能。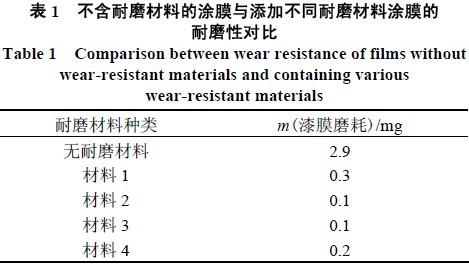
3. 3 PTFE 乳液的影响
PTFE 乳液用量对涂膜性能的影响如表2 所示。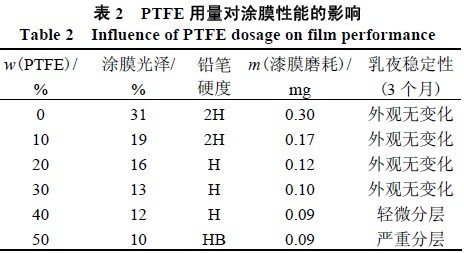
从表2 可知,随着PTFE 乳液用量的增加,电泳涂膜光泽和铅笔硬度降低,但外观仍然光滑。这是因为PTFE 的存在,增加了涂层的润滑性。而不相容体系的引入,影响了涂层的流平性。PTFE 具有低表面能,布氏硬度只有30 ~ 40 N/mm2,故涂膜硬度随着PTFE 的增加而降低。
采用金相显微镜观察了不同用量PTFE 涂膜的表面形貌(放大100 倍),结果如图1 所示。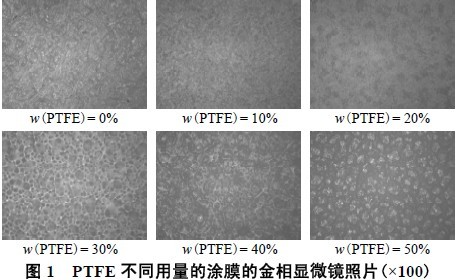
从图1 可知,随着涂料中PTFE 添加量的增加,涂膜微观结构由连续相(基体树脂)变化为不连续相(基体树脂和PTFE 树脂)[4]。这是由于PTFE 和基体树脂不相容,导致涂层在固化过程中PTFE 与基体树脂发生相分离,PTFE 在涂膜表面富集,形成微观多孔结构,从而赋予涂膜优异的耐磨性能[5]。综合各项性能,PTFE以30%为佳,此时涂料的耐磨性最好。
3. 4 涂料指标与涂膜性能
3. 4. 1 涂料指标
涂料指标如表3 所示。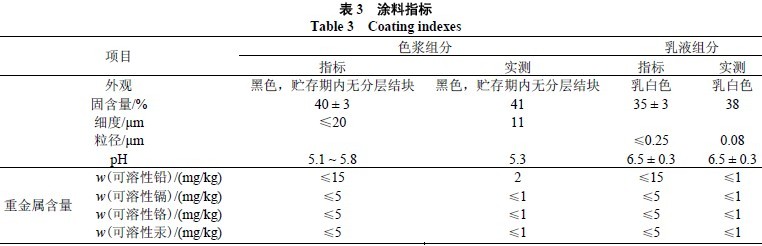
3. 4. 2 涂膜性能
以耐磨材料2 为填料,当PTFE 乳液用量为30%时,所得的耐磨阴极电泳涂料的性能检测结果见表4。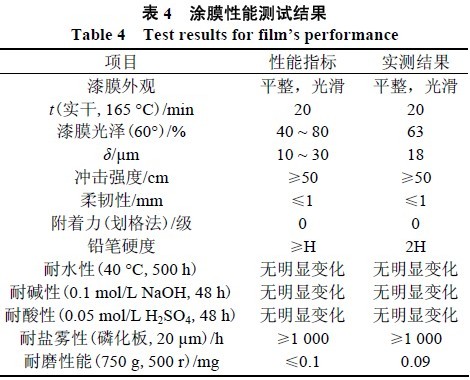
4 结论
(1) 将阴极电泳涂装技术应用于相关摩擦副上以减少摩擦磨损,使阴极电泳涂料在机械领域的应用范围进一步扩展。通过涂层防护处理的机械零件(特别是机械导轨),磨损量减少3.4%,使机械产品的使用寿命延长了近30 倍,提高了制品质量、精度保持性和可靠性。能显著节约涂料的使用量和维修费用,节约资源。
(2) 设计新型涂料配方、涂装工艺和工艺参数,使用PTFE 乳液对传统乳液进行改性,当PTFE 乳液用量为30%时,所得阴极电泳涂料具有优异的耐磨性能。
(3) 所采用的材料和开发的产品具有低VOC、HAP 排放和较低的固化温度,环保节能。

