随着环保要求的日益提高,目前国内很多汽车制造厂都已使用了环保型无铅电泳漆。南京菲亚特汽车有限公司在推进清洁生产的过程中,将以ED6环保无铅电泳漆代替含铅的ED5电泳漆列为一项重要的工作。表1列出了PPG公司ED6第6代电泳漆的优点中国机械网okmao.com。

1 试验室混槽试验
试验室混槽试验的目的是验证ED6和ED5混溶的可行性,并考察在混槽过程中漆膜性能是否满足产品质量要求。试验筛选出6个混合比例点,制板试验数据见表2,槽液参数变化见图1和图2。
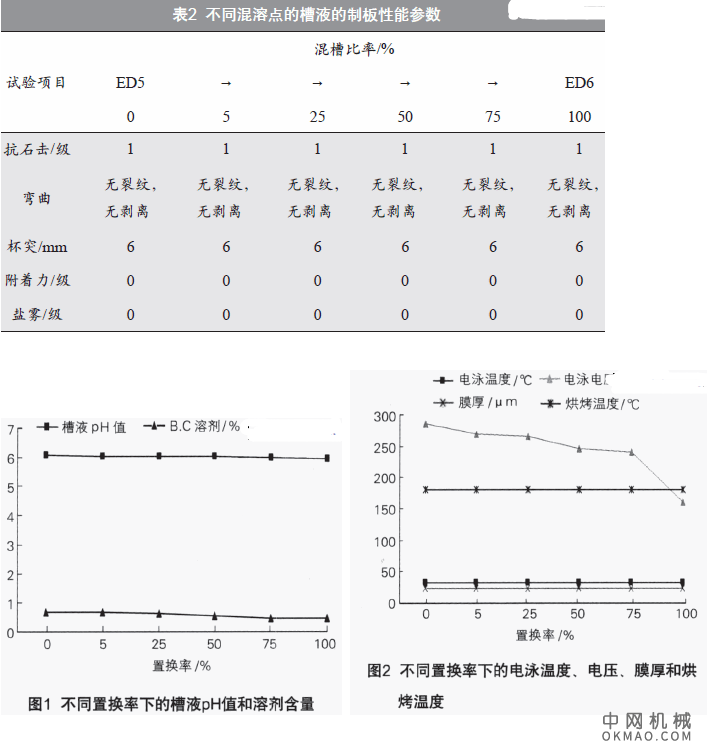
试板在各混合比例点的烘烤时间、电泳漆膜膜厚和漆膜缩孔等级如图3所示。试板在各混合比例点的H/L板等级和平整性、泳透力如图4所示。
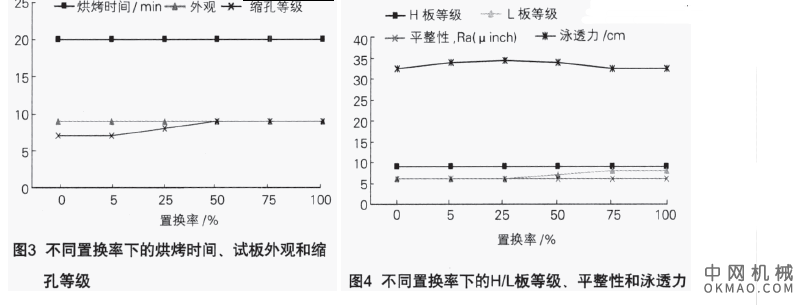
试验室的试验结果表明,PPGED5电泳漆向PPG ED6电泳漆的升级换代试验进行得比较顺利;槽液未出现凝聚等异常情况,槽液参数在工艺要求范围内;试板经电泳并烘干后,漆膜平整、光滑,漆膜各项指标符合产品标准要求。
2 生产线槽液工艺参数的确定与调整
由于ED5和ED6两者的槽液工艺参数不尽相同,因此预先确定不同置换率下的工艺参数控制曲线对置换工作来说极其重要,这将指导整个置换过程、监控槽液参数,以便对出现的异常能够及时地加以调整。有关工艺参数的控制指导曲线见图5~图8。
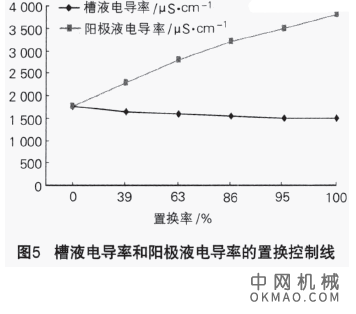
置换率为30%~60%时是槽液置换的关键期。当在某一置换点出现漆膜弊病时,可暂停加料,以使槽液固体分下降到工艺范围下限,然后增加投料量使槽液固体分陡然升高,从而跳过有问题的置换点。在实际置换过程中,应根据槽液参数变化情况随时进行调整。ED5槽液用醋酸调整pH值,从混槽转换开始,采用ED6使用的乳酸和氨基磺酸调整槽液的pH值。ED6电泳漆的树脂与颜料的加料比为8:1,与ED5电泳漆的树脂与颜料的加料比为4:1相比,有很大变化。

3 置换过程中检测数据的分析
每周根据加料量进行槽液置换率的计算,并对槽液工艺参数进行一次全面分析。每天对车身外表面膜厚和内表面膜厚进行检测,检测数据见图9~图13。


置换过程的各项检测结果表明,电泳漆从ED5升级换代到ED6可以顺利进行,工艺参数均在可控范围内,漆膜各项指标符合产品质量要求,未出现严重的质量波动情况。
4 结论
( 1 ) 电泳漆从含铅的ED5升级换代到环保的ED6,使电泳漆的清洁生产等级得到提升。同时,电泳废水由一类变为二类,可节省污水处理费用,环境效益显著。
( 2)在同等膜厚情况下,施工电压降低10 V,节约了电能。
( 3 ) 由于ED6的颜料含量比ED5降低了,因此电泳漆循环泵的负荷降低,减少了过滤袋、超滤膜和打磨砂纸等材料的消耗。
(4)随着槽液中ED6含量的增加,结合炉温曲线和MIBK擦拭试验,将炉温由180 ℃降为175 ℃、再降至170 ℃,有效地降低了烘干室的能耗。从MIBK擦拭试验和盐雾试验分析,电泳漆膜固化正常,漆膜指标符合标准要求。
(5)由于ED6颜料浆用量比ED5少,可以节省材料费,对整个置换过程统计核算后,单台成本下降约7元.
PPG涂料天津有限公司 潘良金 陈 频
南京菲亚特汽车有限公司 袁兆才 潘东明

