据日本丰田资料介绍,通过采用高泳透力电泳漆来达到车身外表面膜厚15 μm、内表面膜厚10 μm(四枚盒法泳透力为0.67)的质量目标,是在保证车身防腐质量达到要求的前提下,提高产能、降低涂装成本的有效措施之一。
青汽厂驾驶室电泳涂装线原使用HB-2000LB电泳漆,只有在施工电压为210 V、电泳时间超过3 min的条件下,才能使内腔漆膜厚度达到10 μm(汽车车身电泳涂装膜厚基准值),而此时外表面的平均厚度在24 μm以上(一般要求为20~22 μm),这导致涂装线的生产能力满足不了青汽厂整体生产能力的要求。
快速提高涂装线生产能力的唯一途径是缩短工艺时间、加快生产线节拍,但前提是不能降低涂装质量(即必须保证内腔结构的膜厚)中国机械网okmao.com。而高泳透力电泳涂料可以在较短的电泳时间内缩小内/外表面的膜厚差,并提高车身内腔、缝隙、卷边和层叠等部位的防腐性能。
1 高泳透力电泳涂料的开发
沈阳关西提供了两种灰色高泳透力阴极电泳涂料样品KT-500PT和NT-100C。经过大量试验对配方进行几轮调整,NT-100C的泳透力可以达到0.51(四枚盒法),与目前载货车车身应用的几种阴极电泳涂料(四枚盒法泳透力在0.4左右)比较,提高了近30%。NT-100C是关西涂料的第6代产品,其特点是无铅、高泳透性、低加热减量和高防锈性,与青汽现用电泳涂料HB-2000LB的不同点介绍如下。
(1)电泳涂料配方设计
高泳透力阴极电泳涂料的配方设计方案见图1。

(2)树脂体系的改进
为了提高电泳涂料的泳透力,对树脂体系进行了改进,与现用电泳涂料HB-2000LB的不同点见表1。另外,还通过采用低中和度和F-2的疏水化技术来提高泳透力。

(3)电泳涂料及漆膜性能
经全面检测性能达到一汽企业标准要求(检测结果略)。
2 NT-100C的生产应用
2.1 NT-100C的试生产应用
一汽技术中心与青岛汽车厂和涂料生产厂共同制定了采用混入式方法更换电泳涂料的方案,提出了在试生产过程中对电泳漆槽液的施工工艺参数和试生产产品的质量进行控制和检测的要求。用10台赛龙二系列车型进行生产性试验,对10台电泳后的驾驶室进行剖车,测定不同部位的膜厚、检测防腐性能。同时,进行了涂料消耗量的统计和成本分析等工作。
(1)NT-100C涂装工艺参数的确定
通过试验室和生产现场的联合试验,不断验证泳透力与电泳时间和内腔膜厚的关系,确定了降低电泳时间的最大极限。现已形成稳定可行的管理模式,并制定为工艺文件和作业指导书指导生产。
通过大量验证试验,确定NT-100C的涂装工艺参数为:施工电压为210 V、电泳时间为2.4 min、电流为350-390 A、电泳槽液固体分为18%-20%、pH值为6.0-6.3、电导率为1 100-1 300 μS/cm、阳极液电导率为480 μS/cm。
(2)驾驶室内、外表面膜厚的测定
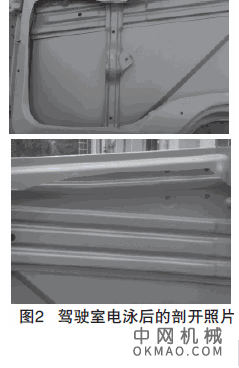
用离子切割机分割电泳后的驾驶室(见图2),然后测定不同部位的膜厚,结果见表2,HB-2000LB的膜厚测定结果见表3。
注:施工电压210 V。
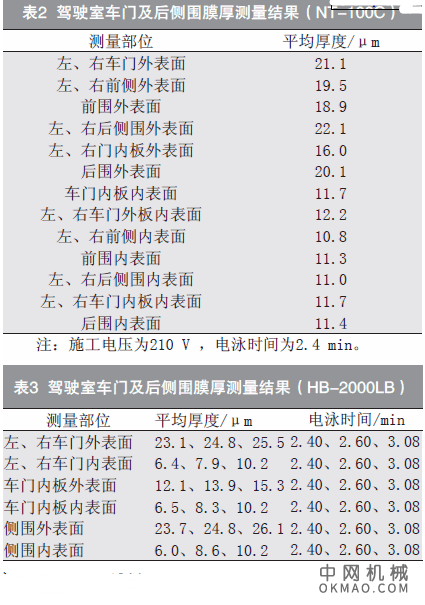
从表2和表3的数据看出,HB-2000LB电泳漆在施工电压为210 V、电泳时间为2.4 min的条件下,内腔漆膜厚度仅为6 μm左右。而NT-100C高泳透力电泳漆在施工电压为210 V、电泳时间降低到2.4 min的条件下,所有内腔的漆膜厚度均超过10 μm,同时外表面的漆膜厚度与HB-2000LB相比也降低了3 μm左右,很好地解决了载货车空腔防腐和外表面膜厚过厚的问题。在保证驾驶室空腔防腐性能的前提下,完全可以达到提高涂装线生产能力和降成本的目的。
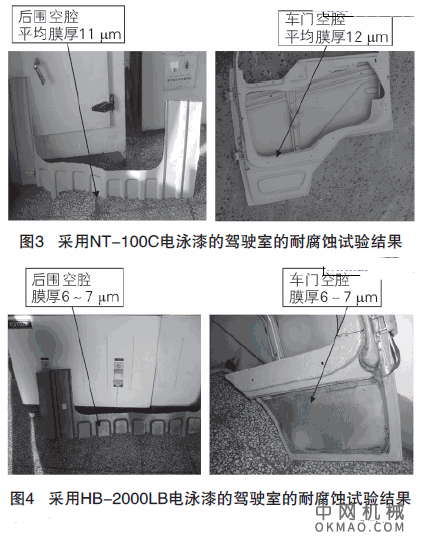
(3)NT-100C涂膜的耐腐蚀试验
对剖开后的不同空腔部位样件进行加速腐蚀试验。方法是:在8:3017:30的时间内,每隔4 h喷1次3%盐水,每天喷3次,间隔中间喷清水,连续进行14天。试验对比结果见图3和图4,可以看出,应用高泳透力电泳漆后,驾驶室后围及车门内腔的耐腐蚀性能明显提高。
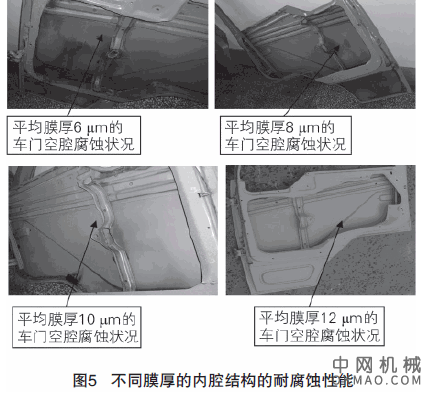
(4)驾驶室内腔结构不同厚度电泳漆膜的加速腐蚀试验
为了考核内腔结构不同厚度电泳漆膜的耐腐蚀性能,对电泳后剖开的不同膜厚的驾驶室内腔样件进行了加速腐蚀试验(见图5),方法同上。试验结果表明,10 μm的电泳漆膜厚度可以看作一个分界线,漆膜厚度小于10 μm的腐蚀严重;大于10 μm的耐腐蚀能力强,加速腐蚀后基本没有锈蚀出现。
2.2 NT-100C的生产应用效果
NT-100C高泳透力电泳漆已正式应用于青岛汽车厂驾驶室涂装线,取得了以下成果。
a.提高了涂装质量。驾驶室内腔电泳漆膜厚度从6-8 μm提高到10 μm以上,提高了整车的耐腐蚀性能。
b.提高了涂装线的生产效率。由最高7 000台/月提高到10 000台/月,日产量提高近30%。
c.降低了生产成本。使用NT-100C高泳透力电泳漆使外表面膜厚大幅下降,降低了汽车用材料成本。经实际用量统计,每台节约电泳漆1.83 kg,节省电泳漆材料近30%,单台驾驶室节约成本59.24元;节约能耗8元。2008年2月2009年3月,青汽厂共生产68 162台驾驶室,共节约成本400多万元。
3 结束语
泳透力是汽车车身用阴极电泳涂料的一项重要性能,泳透力高低直接影响整车的涂装质量和涂装成本。据不完全统计,目前我国已有近百条年产5万辆以上的汽车车身阴极电泳涂装线(其中年产20万辆以上的10条以上、10万-20万辆的40条以上、5万-10万辆的30条以上,还有在建和筹建的车身阴极电泳涂装线近20条),因此高泳透力电泳涂料具有广阔的市场前景。高泳透力电泳涂料的应用能够进一步提高汽车车身空腔结构的防腐性能,延长汽车耐穿孔锈蚀或因锈蚀产生结构损坏的年限,因而具有很好的经济效益和社会效益。
中国第一汽车集团公司技术中心
宋 华 王路路 庞 虹 张 澍
一汽解放青岛汽车厂 田富国

